Процесс промасливания в линии электролитического лужения служит для нанесения тончайшей пленки масла (0,005-0,015 г/м2), которая, во-первых, являетcя дополнительной защитой жести от коррозии во время транспортировки и хранения на складах, и во-вторых, предохраняет оловянного покрытие от истирания при штабелировке листов, смотке полосы в рулоны и переработке жести у потребителя.
Процесс промасливания в линии электролитического лужения служит для нанесения тончайшей пленки масла (0,005-0,015 г/м2), которая, во-первых, являетcя дополнительной защитой жести от коррозии во время транспортировки и хранения на складах, и во-вторых, предохраняет оловянного покрытие от истирания при штабелировке листов, смотке полосы в рулоны и переработке жести у потребителя.
Большим достижением является использование синтетических масел взамен применявшегося ранее хлопкового масла. Естественное хлопковое масло не является стабильным, его состав меняется в зависимости от условий, при которых оно получено. Указанное масло содержит непредельные одноосновные жирные кислоты, и, поэтому, легко окисляется и полимеризуется.
Синтетические применяемые масла: себациновооктиловый и себациновобутиловый эфиры являются маслами, образованными себациновой кислотой.
Себациновая кислота является предельной двухосновной кислотой, и, поэтому, сложные эфиры этой кислоты — диоксил- и дибутилсебацинат более устойчивы, чем хлопковое масло. Из этих двух применяемых масел себациноводиоктиловый эфир (CH2)8(COOC8H17)2 используется чаще всего, а дибутиловый эфир себациновой кислоты (CH2)8(COOC4H9)2 применяется редко. Он менее устойчив и при разложении выделяет неприятный запах. Название диоктилсебацинат часто сокращают и пишут ДОС.
Слой масла на электролитически луженой жести должен иметь толщину 0,005-0,012 г/м2 и быть равномерным по всей поверхности полосы. Слишком толстый слой масла в некоторых местах или на всей поверхности может быть серьезной причиной затруднения при лакировании и литографии у потребителей.
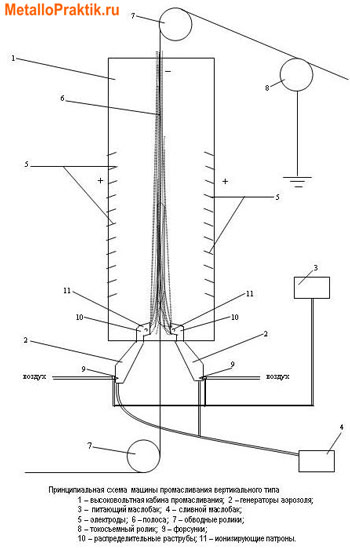
Известно два способа промасливания: электростатический и эмульсионный. Эмульсионный способ промасливания основан на покрытии электролитической жести эмульсией с последующим выпариванием воды. После выпаривания воды масло остается на поверхности жести, образуя тонкую пленку. Наибольшее распространение получило электростатическое нанесение смазки, которое производится в электростатическом поле, образованном плоскими электродами (рисунок ниже). По обе стороны полосы натягиваются сетки из тонкой медной проволоки, которые служат отрицательными электродами. Проходящая вертикальная полоса является анодом. На электроды подается ток напряжением до 150 кВ. Масло в камеру вводится в виде масляного тумана, частицы последнего приобретают отрицательный заряд, притягиваются положительно заряженной полосой и оседают на ней. Толщина слоя масла регулируется изменением напряжения и давлением воздуха. Преимуществом этого способа смазки является достаточно простая регулировка толщины слоя масла и возможность автоматизации процесса промасливания.