
 При производстве электротехнической стали на дрессировочном стане ранее использовались единые марки эмульсолов, применяемых при прокатке поточного металла на стане холодной прокатки. К ним относились: ЭТ-2У, ОМ, «Уфол», «Уверол». Отличие заключалось в концентрации, более чем в 5 раз превышающей содержание эмульсола при дрессировке, что соответственно повышало расход продукта. При этом отмечались случаи наличия коррозии на отгружаемом металле.
При производстве электротехнической стали на дрессировочном стане ранее использовались единые марки эмульсолов, применяемых при прокатке поточного металла на стане холодной прокатки. К ним относились: ЭТ-2У, ОМ, «Уфол», «Уверол». Отличие заключалось в концентрации, более чем в 5 раз превышающей содержание эмульсола при дрессировке, что соответственно повышало расход продукта. При этом отмечались случаи наличия коррозии на отгружаемом металле.
С появлением спроса на электротехническую сталь началась проработка вопроса использования эффективных видов специальных дрессировочных жидкостей, отличающихся по назначению и составу от прокатных эмульсолов. Основными требованиями предъявляемыми к дрессировочным эмульсолам является их способность обеспечивать антикоррозионную защиту полосы при одновременном снижении коэффициента трения до определённых значений.
Для реализации поставленной задачи для производства электротехнической стали фирмой — поставщиком эмульсолов была предложена опытная партия эмульсола. Согласно требованиям технологии получения электромагнитных свойств металла обжатия при дрессировке должны быть в пределах от 8 до 12%. Рекомендуемая концентрация опытной дрессировочной жидкости должна составлять от 9 до 12%, водородный показатель (рН) – от 8,8 до 9,5 ед.
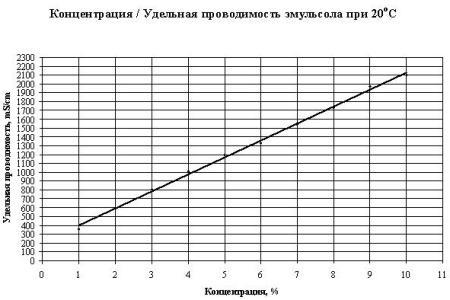
Для приготовления и эксплуатации дрессировочной жидкости на участке очистки эмульсии было установлено дополнительное оборудование: бак, система циркуляции и организован подогрев эмульсии. Перемешивание обеспечивалось работой циркуляционного насоса в течение трёх часов, температура дрессировочной жидкости поддерживалась в определённом диапазоне за счёт циркуляции горячей технической воды внутри бака через теплообменник. По окончании перемешивания отбиралась проба для оценки рН. Концентрация дрессировочной жидкости определялась по значению её удельной электропроводности по графику «Концентрация / удельная проводимость» (рисунок 1).
Рисунок 1 - График определения концентрации дрессировочной жидкости
При производстве опытной партии электротехнической стали в объёме 1000 тн. с использованием дрессировочной жидкости ранее было отмечено наличие дефекта «коррозия» сразу после дрессировки на 14,6 % металла от общего объёма. По данному дефекту во второй сорт было переведено 51,8 % продукции. Причиной явилась недостаточная коррозионная стойкость дрессировочной жидкости.
На основании полученных результатов фирмой была предложена к испытанию новая дрессировочная жидкость в количестве 6 тн. В первую очередь были проведены анализы её физико-химических характеристик и испытания на коррозионную агрессивность по ГОСТ 6245-73. Лабораторные испытания коррозионной агрессивности продукта на чугун и на стальные пластины показали отсутствие на металле очагов коррозии, физико-химические характеристики соответствовали требованиям технологии производства электротехнической стали.
С целью определения эффективности использования была проведена опытная дрессировка электротехнической стали в количестве 3000 тн.
Принцип приготовления и эксплуатация дрессировочной жидкости осуществлялись по ранее используемой технологии. По окончании перемешивания отбиралась проба на определение рН. Концентрация дрессировочной жидкости определялась согласно графика «Концентрация / удельная проводимость» по значению её удельной электропроводности и поддерживалась в пределах от 5 до 7%.
При дрессировке электротехнической стали дрессировочная жидкость подавалась через специально оборудованные коллектора на дрессируемую полосу и рабочие валки под давлением от 3,2 до 3,4 бар, обеспечивая необходимую чистоту поверхности металла до 30 мг/м2 (по содержанию общих загрязнений)и обжатия от 8 до10 %. Удаление остаточной дрессировочной жидкости обеспечивалось работой дополнительно установленного коллектора подачи сжатого воздуха на полосу. В процессе дрессировки контролировались основные физико-химические параметры дрессировочной жидкости, её расход, а также энергосиловые параметры дрессировки. Динамика качественных показателей дрессировочной жидкости при производстве электротехнической стали на дрессировочном стане приведена в таблице 1.
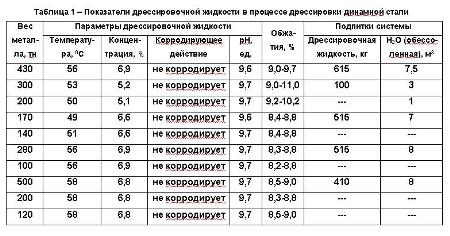
Анализ качественных показателей показал, что очагов коррозии на холоднокатаном металле не наблюдалось, ни в процессе дрессировки, ни при её дальнейшей переработке на агрегатах резки. Выход I сорта увеличился с 49 до 93%.
В течение двух месяцев в период отсутствия заказов на электротехническую сталь проводился периодический контроль физико-химических характеристик предварительно перемешанной и подогретой до 500 С дрессировочной жидкости,. Динамика изменений физико-химических характеристик приведена в таблице 2.

Исследовательские данные подтверждают, что дрессировочная жидкость сохраняет свои физико-химические характеристики в течение 2-х месяцев и не проявляет коррозионной агрессивности к металлу.
Претензий со стороны потребителей электротехнической стали по наличию дефекта «коррозия» на поверхности металлопродукции не имелось.
Проведённые в лабораторных и промышленных условиях испытания новой дрессировочной жидкости установили следующее:
1 Использование дрессировочной жидкости марки при производстве электротехнической стали на дрессировочном стане позволяет обеспечить высокие обжатия от 8 до 12%, что необходимо для получения требуемых свойств металла.
2 Дрессировочная жидкость, приготовленная на основе концентрата и обессоленной воды, не проявляет корродирующего действия к металлу, что подтверждается испытаниями по ГОСТ 6243-75, высоким уровнем рН от 9,6 до 9,9 ед.
3 При периодическом перемешивании эмульсия, приготовленная на основе новой дрессировочной жидкости сохраняет свои физико-химические характеристики в течение двух месяцев и более.
4 При дрессировке электротехнической стали с использованием новой дрессировочной жидкости существенно (в 2 раза) повышается выход годного металла.
Рекомендуем ознакомиться со статьями:
- Дрессировка металла. Что это?
- Дрессировочная жидкость (презентация)
- Анализ результатов испытания консервационного масла для защиты от коррозии (Часть 1)
- Влияние химического состава стали на свойства холоднокатаного металла (обзор)
- Исследование механических свойств металла. Модель управления свойствами