
 Часть 5 — Оптимизация параметров использования технологической смазки «Luberol»
Часть 5 — Оптимизация параметров использования технологической смазки «Luberol»
Фирмой была произведена партия смазки «Luberol» с присадками от нового поставщика, в связи с чем появилась необходимость определения оптимальных режимов работы эмульсионной системы с оценкой фактических нагрузок стана холодной прокатки и скорости прокатки при использовании этого вида технологической смазки.
По результатам лабораторных испытаний технологическая смазка новой поставки имеет более высокую стойкость к окислению в присутствии загрязнений из отстойников (рисунок 5).

Рисунок 5 — Динамика окисляемости СОЖ на различных смазках
Концентрации масла в ВМС на 5,6 клеть (рисунок 6) в период использования смазки новой поставки имели обычный для технологической смазки «Luberol» уровень. Среднее содержание масел в СОЖ (рисунок 7) в период использования смазки новой поставки (4,83 г/л) соответствует норме, но выше обычных значений, что связано с высоким значением рН.
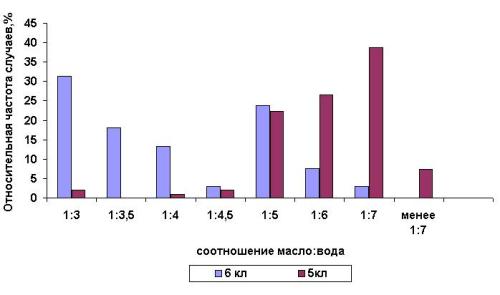
Рисунок 6 — Частотное распределение концентрации масла в ВМС

Рисунок 7 — Частотное распределение масел в СОЖ
В период мониторинга использования технологической смазки «Luberol» с модифицированными присадками было отмечено:
усилия прокатки в клетях № 5 и 6 стана холодной прокатки в этот период имеют практически такие же средние значения (клеть № 5 – 1216,4 Тс и клеть № 6 – 1275,0 Тс), что и в период использования технологической смазки «Luberol» поставки 2008 г (клеть № 5 – 1219,4 Тс и клеть № 6 – 1342,8 Тс).
При содержании общих масел в СОЖ более 5,0 г/л скорость прокатки, по отношению к диапазону изменения этого параметра до 5,0 г/л, включительно, снижается в среднем на 9,1 %, а нагрузки в клетях № 5 и 6 увеличиваются, соответственно, на 8,9 и 7,6 %.
При концентрации общих масел в СОЖ 3 – 5 г/л в условиях использования технологической смазки Luberol усилие прокатки в клети № 5 стана холодной прокатки снижается в среднем на 9,3 %, а в клети № 6 – в среднем на 7,5 %.
Из результатов испытаний следует, что использование технологической смазки «Luberol» с присадками от нового поставщика не оказало влияния на энергосиловые параметры прокатки, чистоту поверхности металла, степень очистки на агрегатах электролитической очистки, однако, отмечено снижение расхода опытной смазки на 5-7 %.
ЗАКЛЮЧЕНИЕ
На 6-ти клетьевом стане холодной прокатки проведены промышленные испытания ряда модифицированных технологических смазок: «Luberol» с присадками от нового поставщика, «Luberol B», «Balmerol».
Отмечены хорошие характеристики технологической смазки «Balmerol» (снижение давления прокатки, увеличение скорости прокатки, снижение расхода смазки, уменьшение загрязненности проката), однако, смазка не рекомендована к промышленному применению вследствие наличия неприятного запаха испарений.
С учетом результатов испытаний выбраны оптимальные режимы работы эмульсионной системы на смазке «Luberol».
Рекомендуем ознакомиться со статьями:
- Опыт использования технологических смазок при холодной прокатке. Часть 4 — Испытание смазки Luberol B
- Опыт использования технологических смазок при холодной прокатке. Часть 2 — Первый этап испытания смазки Balmerol
- Анализ эмульсии (СОЖ). Инструкция
- Опыт использования технологических смазок. Часть 3 — Второй этап испытания смазки Balmerol
- Опыт использования технологических смазок при холодной прокатке. Часть 1