
 Часть 4 - Промышленные испытания технологической смазки «Luberol B»
Часть 4 - Промышленные испытания технологической смазки «Luberol B»
Технологическая смазка «Luberol В» имеет ту же базовую формулу, что и «Luberol», но с измененной структурой, содержит более длинные цепи углеродных молекул для увеличения смазочного индекса; содержит присадки в больших количествах, чем технологическая смазка «Luberol», и имеет хорошую смазочную способность.Основными преимуществами этого варианта перед технологической смазкой «Luberol» являются более низкий удельный расход и высокая степень защиты от коррозии. Использование смазки «Luberol B» было начато без проведения подготовительных работ (очистки рабочих отстойников технологического подвала СООЖ, бака-хранилища от остатков смазки «Luberol» и т.д.). Введение в рабочий бак технологической смазки «Luberol B» проводилось постепенным ежедневным добавлением смазки в бак-мешалку. В основном, работа стана холодной прокатки осуществлялась на соотношении масло: вода в ВМС 1:5:3 (5,6 клеть). Однако, технологическая смазка «Luberol B» имеет более высокую эмульгируемость, чем смазка «Luberol», то есть подача высоких концентраций масла в ВМС на 5,6 клети способствовала увеличению концентраций общих масел в СОЖ.
При использовании смазки «Luberol B» отмечено снижение скорости прокатки на стане холодной прокатки на 27 %, увеличение давления: в клети № 5 на 8,6 %; в клети № 6 на 20,8 %; увеличение натяжения в пятом межклетьевом промежутке на 22,2 %.В дальнейшем с целью стабилизации работы стана холодной прокатки были опробованы рекомендуемые фирмой соотношения «вода – масло» в системах ВМС клетей № 6 и 5 — 1:7:9. При обеднении водомасляной смеси произошло снижение скорости прокатки на 26,2 %, увеличение давления в клети № 5 на 12 %; в клети № 6 на 19,2 %, увеличения натяжения в пятом межклетевом промежутке на 24,4 %.
Наиболее устойчиво, хотя и на низкой скорости прокатки, стан холодной прокатки работал при соотношениях принятых при прокатке жести с использованием смазки «Luberol»: 1:3:5; 1:3:6; 1:5:5 и близким к ним. Средняя производительность стана холодной прокатки при прокатке жести с использованием смазки «Luberol B» составила 89,06 т/ч (при использовании смазки «Luberol» – 122 т/ч). В период испытаний не отмечено уменьшения расхода технологической смазки, как планировалось (перерасход 0,34 кг/т), что связано с высокой концентрацией масла в ВМС.
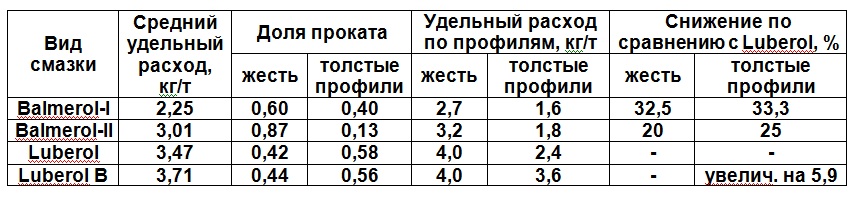
Чистота металла после холодной прокатки, в среднем немного лучше, чем для «Luberol».В связи со значительными потерями производства дальнейшее проведение эксперимента по испытанию смазки «Luberol B» было прекращено.Сравнительные данные по чистоте поверхности металла на различных смазках приведены на рисунке 4, а по расходу смазки — в таблице 2.
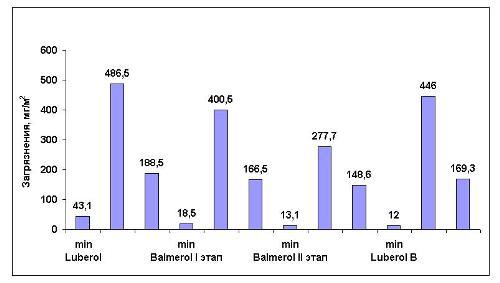
Рисунок 4 — Чистота поверхности проката после стана на различных смазках
Таблица 2- Удельный расход технологической смазки
Продолжение (Часть 5, заключительная)
Рекомендуем ознакомиться со статьями:
- Опыт использования смазок при холодной прокатке. Часть 5 — Оптимизация параметров эксплуатации смазки Luberol
- Опыт использования технологических смазок при холодной прокатке. Часть 2 — Первый этап испытания смазки Balmerol
- Опыт использования технологических смазок при холодной прокатке. Часть 1
- Опыт использования технологических смазок. Часть 3 — Второй этап испытания смазки Balmerol
- Выбор параметров эмульсии при холодной прокатке металла. Часть 1 — Содержание железа в эмульсии
Чем больше смазок испытываешь, тем больше опыта приобретается.
[Ответить]
- Чем больше опыта приобретается, тем больше вопросов возникает ))
))
[Ответить]
:
Июнь 6th, 2013 at 21:15
Когда возникают вопросы-это хорошо, так как возникает необходимость двигаться вперед.
[Ответить]
Кстати. А Luberol-C существует в природе?
[Ответить]
:
Июнь 6th, 2013 at 21:17
Luberol C существует, но он был забракован на стадии лабораторных испытаний и поэтому в промышленных условиях не проверялся.
[Ответить]