

До проведения данной работы подпитку эмульсионной системы проводили, используя дозирующий насос в автоматическом режиме, предусматривающем дозированную подачу прокатного масла и обессоленной воды на каждые 100 т проката. Недостаток этого способа подачи эмульсола заключается в том, что дозировка проводится большими порциями, что снижает эффективность эмульгирования прокатного масла в эмульсии, а при работающих скребковых транспортерах и магнитных сепараторах незаэмульгированные масла быстро удаляются из системы, что приводит к скачкам концентрации масла в эмульсионной системе по времени. Особенно большие потери масла наблюдаются в случае, если подача эмульсола осуществлялась перед остановкой стана (перевалка валков, отсутствие подката, технические причины). При остановке стана циркуляция эмульсии по большому контуру прекращается, а при отсутствии эффективного перемешивания эмульсол не может заэмульгироваться, что приводит к его всплыванию на поверхность и удалению при первом же пуске скребков или сепараторов. Кроме того, всплывший эмульсол перемешивается с пенопродуктом и уже не обладает возможностью эмульгирования, а, следовательно, не участвует в процессе холодной прокатки. При равномерной постоянной дозировке масла удается поддерживать его концентрацию в более узких и низких пределах, что позволяет снизить расход масла.
В связи с этим предложено провести оптимизацию работы дозирующих насосов и прокатное масло подавать непрерывно, а насосы подачи масла отключать одновременно с остановкой стана. При этом масло подается небольшими постоянными порциями при автоматическом включении дозирующего насоса (при натяжении во всех клетях стана и скорости работы стана). Дозировка проводится в течение всего периода работы стана холодной прокатки. Таким образом, смазка подается только при холодной прокатке металла, что исключает нерациональную подачу эмульсола.
Подача эмульсола мелкими порциями при циркуляции по большому контуру позволяет получить хорошую однородную эмульсию с очень мелкими частичками масла, что способствует улучшению прокатных характеристик эмульсола. При этом за счет улучшения эмульгируемости и однородности полученной эмульсии отпадает необходимость подавать эмульсол в таком же количестве, как при прежнем способе дозировки. Необходимо также отметить, что при данном способе подачи возможно уменьшение концентрации эмульсола в зависимости от изменения объемов производства проката в широком диапазоне. Это приводит к необходимости дополнительной разовой подачи эмульсола для восстановления требуемой концентрации.
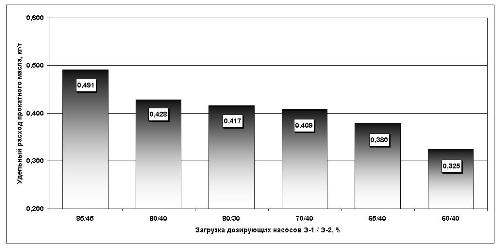
Следует отметить, что несмотря на дополнительную ручную дозировку системы при снижении загрузки дозирующих насосов наблюдается общая тенденция уменьшения расхода эмульсола (рис. 1, табл. 1).
Таблица 1- Влияние загрузки насосов на расход прокатного масла
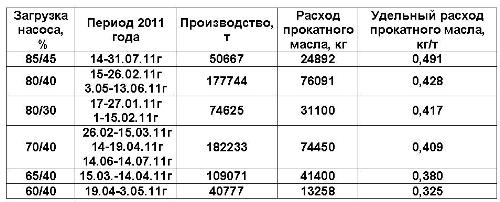
Рисунок 1- Удельный расход прокатного масла при различной загрузке дозирующих насосов в 2011году
Рекомендуем ознакомиться со статьями:
- Анализ эмульсии (СОЖ). Инструкция
- Выбор параметров эмульсии при холодной прокатке металла. Часть 2 — Концентрация масла в эмульсии
- Снижение удельного расхода эмульсола. Часть 1 — Направления исследований и результаты
- Выбор параметров эмульсии при холодной прокатке металла. Часть 1 — Содержание железа в эмульсии
- Снижение удельного расхода эмульсола. Часть 3 — Оптимизация работы магнитных сепараторов