
 Часть 2 — Определение концентрации масла в эмульсии.
Часть 2 — Определение концентрации масла в эмульсии.
Основным технологическим параметром эмульсии, оказывающим влияние на чистоту поверхности металла при холодной прокатке, является концентрация прокатного масла. Так, при снижении содержания масла наблюдается увеличение загрязненности поверхности металла после стана холодной прокатки (рис. 5).
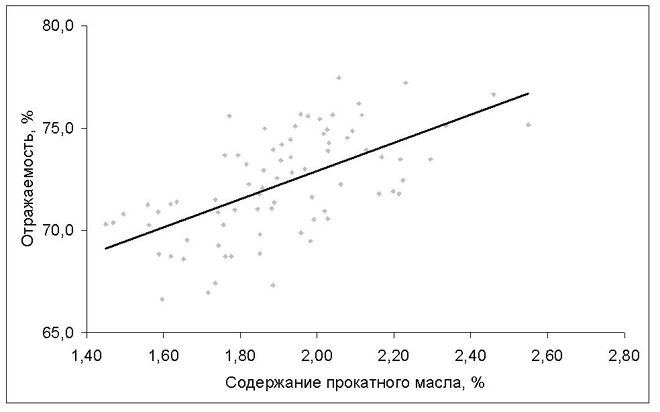
Рисунок 5 — Влияние концентрации масла на изменение отражаемости поверхности проката
Динамика изменения средней недельной отражаемости холоднокатаного металла фактически повторяет тренд содержания масла в эмульсии (рис. 6).
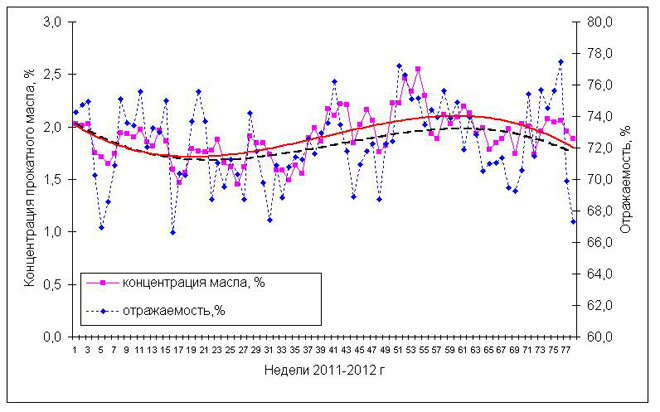
Рисунок 6 — Изменение отражаемости холоднокатаной полосы и содержания масла в 2011-2012 гг.
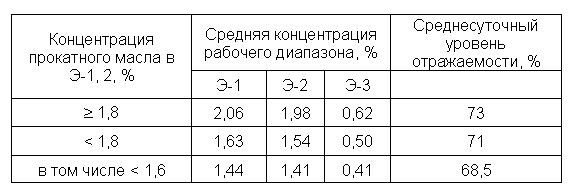
При снижении концентрации масла < 1,8 % с системах Э-1 и Э-2 средняя отражаемость поверхности проката снижается до 71 %, а при уменьшении содержания масла до уровня < 1,6 % отражаемость поверхности падает до 68,5 % (таблица 1).
Таблица 1 – Загрязненность поверхности проката при разном содержании масла в эмульсии
При концентрации прокатного масла в системах Э-1 и Э-2 >1,8 % средненедельный объем проката с отражаемостью <65 % (самая загрязненная поверхность) составляет 9,61 %, а при снижении концентрации <1,8 % количество самого загрязненного проката возрастает в 2,7 раза и составляет 26,09 % (рис. 7).
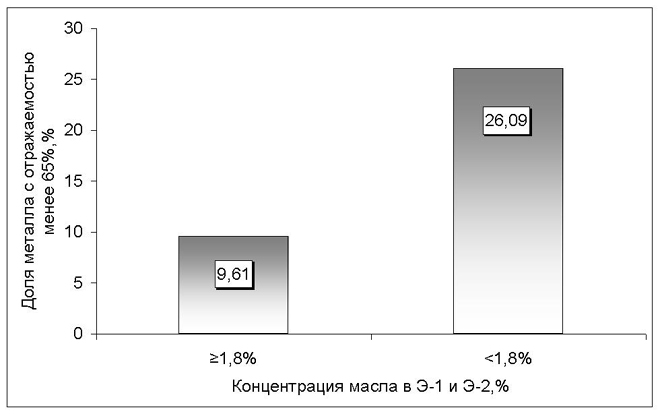 Рисунок 7 — Вероятность получения загрязненной поверхности проката (отражаемость менее 65%) при снижении концентрации прокатного масла в эмульсии
Рисунок 7 — Вероятность получения загрязненной поверхности проката (отражаемость менее 65%) при снижении концентрации прокатного масла в эмульсии
Исходя из полученных данных установлено, что для обеспечения высокой чистоты поверхности холоднокатаного проката необходимо поддержание концентрации эмульсола в системах Э-1, Э-2 на уровне более 1,8 %. При снижении концентрации ниже этого предела увеличивается загрязненность поверхности проката.
Характеристикой качества и чистоты прокатной эмульсии обычно является число омыления, показывающее содержание минерального масла в эмульсии. На величину числа омыления оказывают влияние только неомыляемые вещества, свободные жирные кислоты, моно- и диглициды и посторонние примеси, т. е. непосредственно состав прокатного масла. При попадании минерального масла в эмульсионную систему наблюдается снижение смазывающей способности эмульсии, сопровождаемое повышением коэффициента трения в очаге деформации, что приводит к увеличению количества продуктов износа полосы и валков, загрязняющих поверхность проката. Кроме того, минеральные масла отличаются низкой температурой вспышки и низкой термостабильностью в очаге деформации, что может приводить к образованию таких дефектов, как «пригар эмульсии», «пятна загрязнения», «коррозия». Присутствие большого количества минерального масла в системе приводит к ухудшению смазочной способности эмульсии, что доказывается повышением содержания железа в эмульсии (рис. 8).
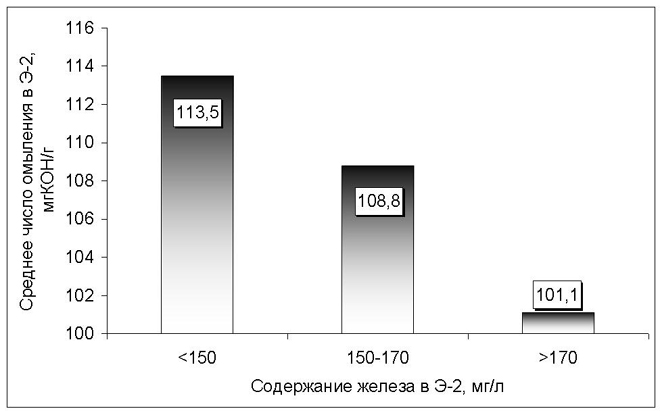 Рисунок 8 — Влияние числа омыления на содержание железа в эмульсии
Рисунок 8 — Влияние числа омыления на содержание железа в эмульсии
Анализ отсортировки готового холоднокатаного проката по дефектам «раскатанное загрязнение», «пятна загрязнения» и «коррозия» с пятиклетевого стана холодной прокатки в 2012 г. показал, что снижение числа омыления эмульсии приводит к увеличению дефектного металла (рис. 9), а наличие нарушений минимально-допустимого уровня числа омыления (< 115 мгKOH/г) увеличивает вероятность получения отсортировки готовой продукции. Кроме того, из данных рис.10 следует, что уменьшение активной концентрации эмульсола в эмульсии для всех систем (расчет активной концентрации проведен, исходя из общей концентрации масла в системе за вычетом содержания минеральных масел) приводит к снижению чистоты металла (уменьшение отражаемости поверхности) вследствие ухудшения условий прокатки. Это обусловлено тем, что при снижении концентрации технологической смазки повышается объем механических продуктов износа валков и полосы, вследствие увеличения коэффициента трения и роста силовых условий прокатки.
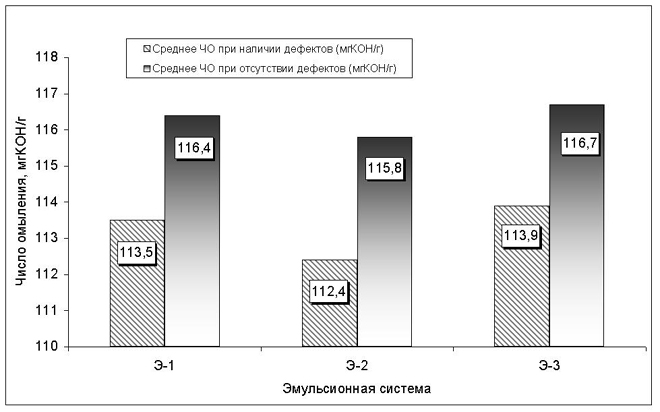 Рисунок 9 — Среднее число омыления эмульсии при прокатке металла, имеющего отсортировку по дефектам смазки
Рисунок 9 — Среднее число омыления эмульсии при прокатке металла, имеющего отсортировку по дефектам смазки
Таким образом, установлено, что для обеспечения высокой чистоты поверхности проката и исключения дефектообразования необходимо поддерживать концентрацию прокатного масла в системах Э-1 и Э-2 не менее 1,8 %, число омыления эмульсии более 115 мгKOH/г для всех трех систем и содержание железа в эмульсии в системе Э-1 не более 140 мг/л, Э-2 не более 170 мг/л и Э-3 не более 40 мг/л.
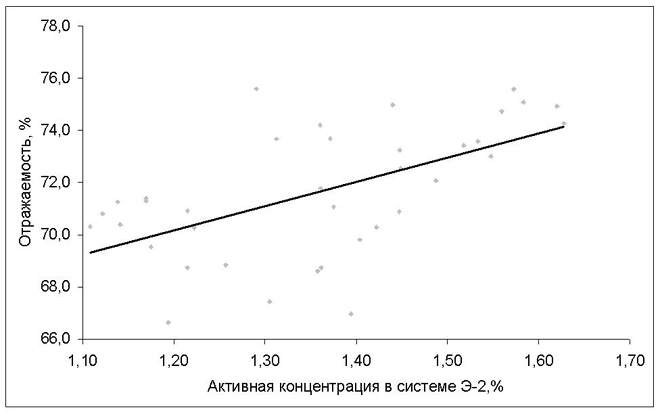
Рисунок 10 — Зависимость отражаемости поверхности проката от активной концентрации масла в эмульсии
Заключение
На пятиклетевом стане холодной прокатки проведены исследования по определению оптимальных эксплуатационных характеристик эмульсии для исключения дефектообразования и обеспечения высокого уровня чистоты поверхности проката. Установлено, что основным фактором, влияющим на загрязненность поверхности проката является активная концентрация масла в эмульсии. Определен необходимый уровень числа омыления, концентрации масла и содержания железа в эмульсии.
Рекомендуем ознакомиться со статьями:
- Анализ эмульсии (СОЖ). Инструкция
- Влияние параметров эмульсии на чистоту проката. Часть 2 — Хлориды, жесткость, железо, минеральное масло.
- Выбор параметров эмульсии при холодной прокатке металла. Часть 1 — Содержание железа в эмульсии
- Число омыления прокатных масел
- Влияние параметров эмульсии на чистоту поверхности проката. Часть 1.