
 На поверхности холоднокатаных полос довольно часто встречаются дефекты «раковины от окалины», обусловленные недостаточно качественным удалением окалины с поверхности подката – горячекатаных полос. В местах залегания данных дефектов может присутствовать невытравившееся окалина.
На поверхности холоднокатаных полос довольно часто встречаются дефекты «раковины от окалины», обусловленные недостаточно качественным удалением окалины с поверхности подката – горячекатаных полос. В местах залегания данных дефектов может присутствовать невытравившееся окалина.
Целью настоящей работы является исследование процесса трансформации дефектов подката, связанных с некачественным удалением окалины, в дефекты холоднокатаных полос.
Исследования выполнили на лабораторно-промышленном стане 200, прокатывая в холодном состоянии горячекатаные полосы с поверхностными дефектами «раковины от вытравившейся окалины» и «раковины с невытравившейся окалиной».
Для проведения механических испытаний подготовили исходные горячекатаные полосы размерами поперечного сечения h0´b0×l0=2,3´60×300 мм, из марки стали 08кп. Полосы были изготовлены из промышленной горячекатаной травленной полосы сечением h0´b0=2,3´1253 мм. На поверхности полос имелись дефекты «раковины от вытравившейся окалины» и «раковины с невытравившейся окалиной» (рисунок 1).
 а) раковина от вытравившейся окалины, глубиной 0,03 мм
а) раковина от вытравившейся окалины, глубиной 0,03 мм
 б) раковины от вытравившейся окалины, глубиной 0,05 мм
б) раковины от вытравившейся окалины, глубиной 0,05 мм
 в) раковина с невытравившейся окалиной, глубиной 0,07 мм
в) раковина с невытравившейся окалиной, глубиной 0,07 мм
Рисунок 1 – Дефекты горячекатаных полос
Исходная глубина дефектов на поверхности горячекатаных полос составляла 0,03-0,07 мм, что соответствует глубине часто встречающихся дефектов типа «раковины от окалины» в промышленных условиях.
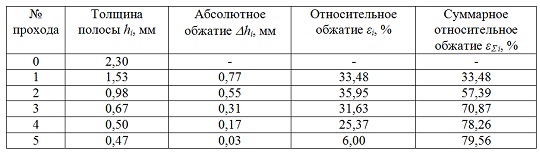
На стане 200 полосы прокатали с обжатиями, указанными в таблице 1. Выбранный режим обжатий (таблица 1) соответствует реальному режиму обжатий при прокатке подката толщиной 2,3 мм в полосу толщиной 0,47 мм на непрерывном пятиклетевом стане холодной прокатки 1700. Ввиду технических возможностей лабораторного стана 200, полосы прокатывали без переднего и заднего натяжений со скоростью прокатки 0,5 м/с. Использовали технологическую смазку (эмульсию), которая применяется при прокатке полос в промышленных условиях на стане холодной прокатки 1700.
Таблица 1 — Режим обжатий при прокатке на стане 200
За изменением дефектов наблюдали визуально.
Из наблюдений за дефектами следует, что в результате прокатки «раковины» глубиной менее 0,05 мм выкатываются, раковины глубиной более 0,05 мм превращаются в штрихи. Раковины с присутствием невытравившейся окалины образуют вытянутые вдоль оси штрихи с темной полоской (рисунок 2).
 а) следы от раковины с вытравившейся окалины, с начальной глубиной 0,03 мм
а) следы от раковины с вытравившейся окалины, с начальной глубиной 0,03 мм
 б) следы от раковин с вытравившейся окалиной, с начальной глубиной 0,05 мм
б) следы от раковин с вытравившейся окалиной, с начальной глубиной 0,05 мм
в) следы от раковины с невытравившейся окалины, с начальной глубиной 0,07
Рисунок 2 – Дефекты холоднокатаных полос
По итогам исследований процесса трансформации дефектов горячекатаных полос «раковины от вытравившейся окалины» и «раковины с невытравившейся окалиной» при холодной прокатке установлено, что мелкие раковины (глубиной менее 0,05 мм), не имевшие остатков окалины, выкатываются, не оставляя следов на поверхности холоднокатаной полосы. Более грубые раковины (глубиной более 0,05 мм) с остатками окалины трансформируются в темные штрихи, вытянутые вдоль оси прокатки металла.